ワイヤボンディングの原理とは?|接合の仕組み/方式/材料の違いをわかりやすく解説
ワイヤボンディングは、半導体チップと基板・リードフレームを電気的に接続する代表的な後工程技術です。
本記事では、超音波・熱・荷重という接合の基本要素を軸に、接合原理(超音波・熱・荷重)、方式ごとの違い、アルミワイヤなどの材料差、装置と品質の関係まで、現場で役立つレベルでまとめています。
この記事で分かること
- ワイヤボンディングの原理とは何か(接合の基本的な仕組み)
- 超音波・熱・荷重によって接合が成立する理由
- 半導体製造工程(後工程)における位置づけと役割
- ボールボンディングとウェッジボンディングの違い
- 金・銅・アルミワイヤなど材料による接合条件の違い
- 装置・条件・原理が品質や不良にどのように影響するか
ワイヤ ボンディング 原理とは?まずは半導体パッケージでの役割を押さえる
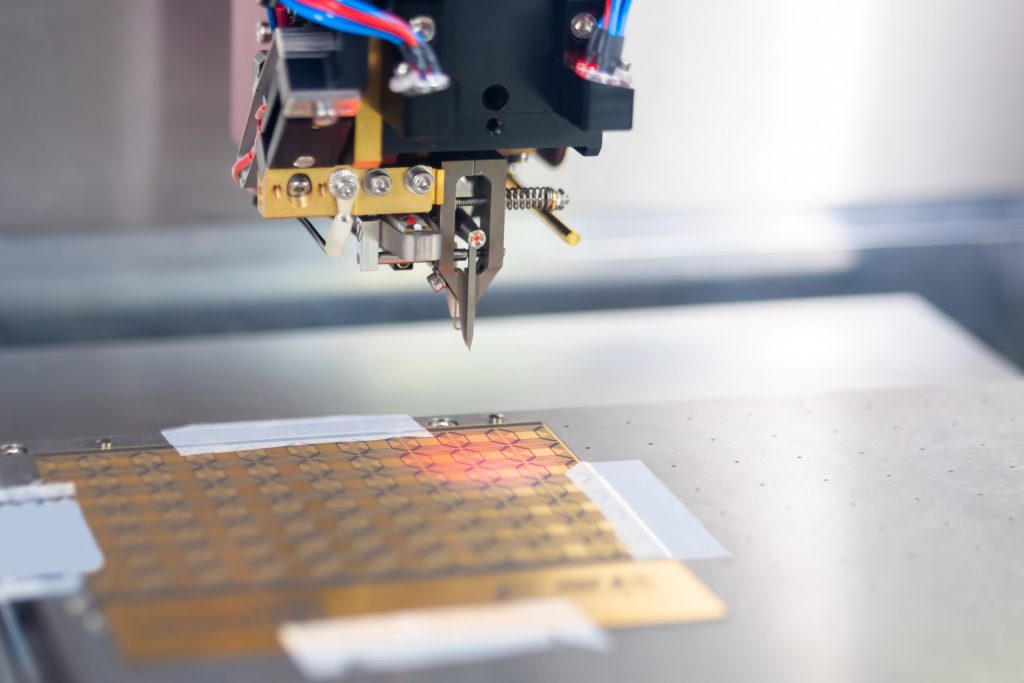
ワイヤボンディングは何を接続する技術か
ワイヤボンディングは、半導体チップ上の電極パッドと、パッケージ側の電極を極細ワイヤでつなぐ技術です。
半導体後工程では、前工程で形成された回路を外部とやり取りできる状態にする必要があります。ワイヤボンディングはその電気的な橋渡しを担うため、古くから幅広いパッケージで採用されてきました。
半導体製造工程の中での位置づけ
一般的には、ダイアタッチの後にワイヤボンディングが行われ、その後に封止や検査へ進みます。
半導体パッケージの電気接続品質を左右する中核工程であり、ここでの接合の良し悪しが製品の品質や信頼性にそのまま直結します。
ワイヤ ボンディング 接合 原理の基本|超音波・熱・荷重で接合が成立する仕組み
接合が成立する3つの要素
- 超音波:接合面に微小振動(摩擦振動)を与え、酸化膜の破壊や界面の塑性流動を促進することで、金属同士の密着を成立させます。
- 熱:接合部を適切な温度に保つことで、接合界面での原子拡散や金属間化合物(IMC)の形成を促進し、接合の安定性と信頼性を高めます。
- 荷重(圧力):ワイヤとパッドを押し付け、実際に金属同士が接触しやすい状態をつくります。
この3要素は単独ではなく、適切なバランスで与えることが重要です。超音波が強すぎても、熱が不足しても、荷重が不適切でも、接合強度は安定しません。
接合面で何が起きているのか
接合の本質は、ワイヤとパッドの表面同士を十分に密着させ、金属同士が原子レベルで接近し、拡散や金属間化合物の形成によって冶金的に接合する状態をつくることにあります。
接合時には、表面の凹凸がつぶれ、局所的な塑性変形が進み、金属同士が接近します。ボールボンディングでは金属間化合物の形成も信頼性に関わる重要要素です。
そのため、接合原理の理解 = なぜ品質差が出るのかを理解することと言い換えてもよいでしょう。
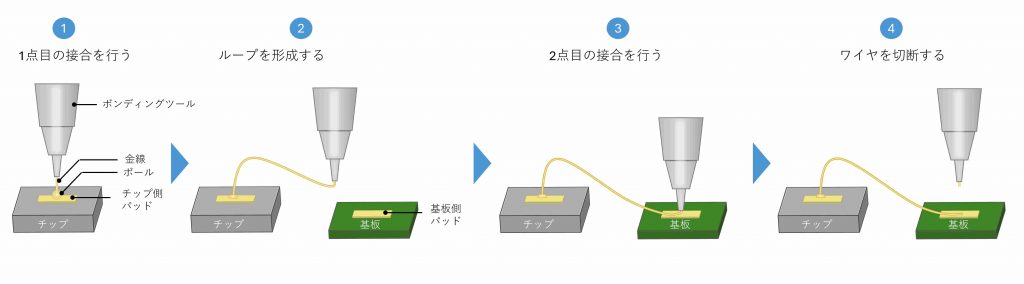
接合の流れを簡単に整理すると、以下のようになります。
- 1点目の接合を行う(ボールまたはウェッジでパッドに接触)
- ループを形成する(ワイヤを所定形状に引き回す)
- 2点目の接合を行う(基板・リードフレーム側へ接続)
- ワイヤを切断する(次サイクルに備える)
ボールボンディングとウェッジボンディングの違い|原理と工程の違いを比較
2方式の違いを先に一覧で把握する
| 項目 | ボールボンディング | ウェッジボンディング | 実務上の見どころ |
| 接合の起点 | 先端に形成したボールで1st bondを作る | くさび形ツールで押し付けて接合する | 1点目の作り方が大きく異なる |
| 主なエネルギー | 熱圧着+超音波の組み合わせが中心 | 超音波と荷重の寄与が大きい | 材料・用途によって最適条件が変わる |
| 代表材料 | 金・銅が中心 | アルミが代表例 | 材料差が原理理解の鍵になる |
| 適用イメージ | 微細配線・量産性を重視する用途 | パワーデバイスなどでも使われる | 用途ごとに選ばれる理由がある |
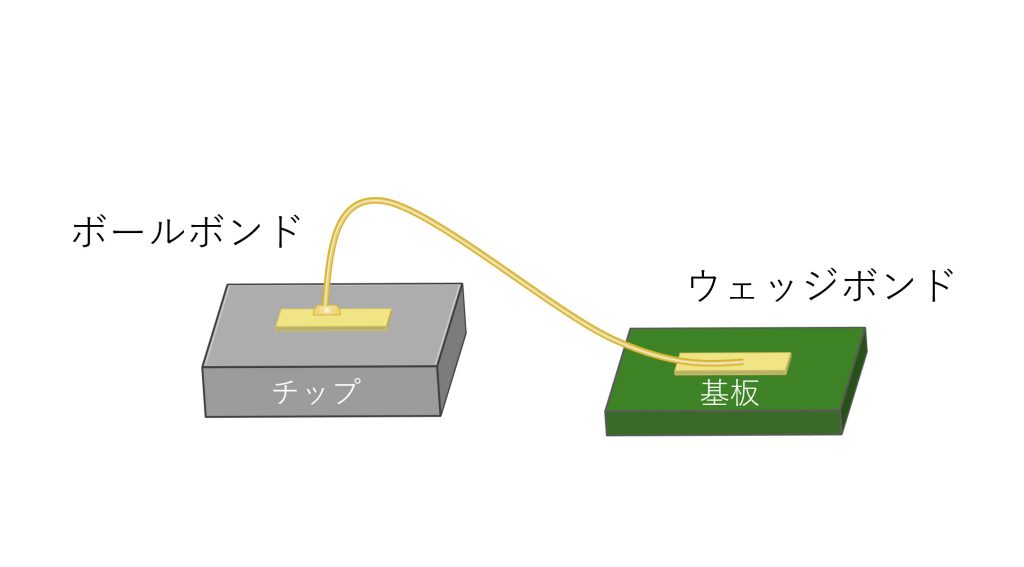
ボールボンディング方式の原理
ボールボンディングは、ワイヤ先端に形成したボールを1点目に押し当て、熱・超音波・荷重を組み合わせて接合する方式です。
その後、ワイヤを引き回してループ形成を行い、2点目でスティッチ接合を作ります。
ウェッジボンディング方式の原理
ウェッジボンディングは、ウェッジツールでワイヤを押し付けながら接合する方式です。
とくにアルミワイヤとの組み合わせで語られることが多く、超音波エネルギーと荷重の使い方が接合品質を大きく左右します。
接合原理と材料の関係
なぜワイヤ材によって条件が変わるのか
アルミワイワイヤボンディングでは、使用する材料によって最適な接合条件が変化します。ここでは材料そのものの特徴ではなく、接合時のエネルギーの伝わり方や界面挙動にどのような違いが出るかに着目します。
金ワイヤ・銅ワイヤ・アルミワイヤの違い
| 材料 | 特徴 | 原理上の違い |
| 金ワイヤ | 加工しやすく、ボール形成との相性が良い | 熱・拡散の影響が大きい |
| 銅ワイヤ | 高導電・低コストの観点で採用が進む | 酸化管理と接合条件が重要 |
| アルミワイヤ | パワー系用途で存在感が高い | 超音波と荷重の制御が重要 |
本内容で重要なのは、材料が変わると接合条件・接合強度・信頼性の見方も変わるという点です。
ワイヤボンディング装置は原理をどう実現するのか
キャピラリ・ボンディングヘッド・位置制御の役割
接合原理は机上の理論だけで成立するわけではありません。ワイヤボンディング装置は、キャピラリやボンディングヘッドを通じて、超音波・熱・荷重を再現性高く与えます。
位置決め精度が不十分であったり、パッドサイズ、メタラジー条件との整合が取れていない場合には品質不良につながります。
ループ形成と生産性の関係
ループ形成は見た目だけの問題ではなく、接続長、応力のかかり方、量産時のばらつきにも影響します。
そのため装置は、接合原理を成立させるだけでなく、ループ形状の安定性とタクトタイムを両立させる制御が求められます。
接合不良はなぜ起こる?ワイヤボンディングの信頼性と品質管理のポイント
代表的な不良の見方
・接合強度不足:超音波・熱・荷重のバランス不良、パッド表面の酸化・汚染、プラズマ処理不足などの表面状態不良が原因になりやすい。
・ループ異常:高さ・長さのばらつきが後工程や信頼性に影響する。
・材料起因のばらつき:ワイヤ材質やパッド状態の違いで条件最適点が変わる。
・位置ずれ:装置精度や基板・チップ側のばらつきが重なると不良につながる。
なぜ原理理解が品質管理に効くのか
不良対策では、単に「条件を変える」のではなく、どの原理要素が不足・過多になっているかを切り分ける視点が必要です。
たとえば接合強度が不足した場合でも、原因は熱不足なのか、超音波条件なのか、材料表面なのかで対策は変わります。
原理のどこに原因があるかを切り分けられると、品質管理の解像度を上げることができます。
まとめ|ワイヤボンディング原理を理解すると方式・材料・品質の違いが見えてくる
・ワイヤボンディングの原理は、超音波・熱・荷重の組み合わせで理解すると整理しやすい。
・ボールボンディングとウェッジボンディングは、接合の作り方と適用材料が異なる。
・アルミワイヤ・金ワイヤ・銅ワイヤは、材料差が接合条件と信頼性の見方に直結する。
・装置・制御・ループ形成まで含めて考えると、原理理解が実務判断につながる。